Speciály
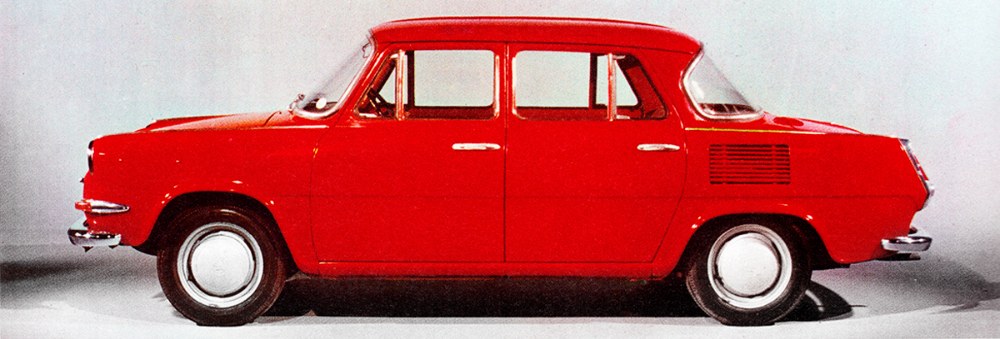
Škoda 1000 MB – Legenda slaví 60 let
Jiří Duchoň 23.11.2024 01:36
-6638a1ba7f3d7_630x335.jpg "Škoda 1000 MB")
Foto: Škoda Auto
Embéčko. Embo. Embaso, embeso. Přesně před 60 roky naběhla v Mladé Boleslavi výroba typu Škoda 1000 MB. Báje o skutečně masově dostupném lidovém automobilu pro Čechoslováky se jím konečně naplnily. Měsíčník Automobil o novém voze detailně informoval ve všech svých vydáních roku 1964, počínaje tím dubnovým. Pojďme se podívat, jak se o Škodě 1000 MB tehdy v Automobilu psalo. Těšit se můžete též na řadu unikátních dobových technických kreseb, připravených tehdejšími kreslíři Automobilu a později slavnými automobilovými designéry včetně Václava Krále a Pavla Huška. Některé kresby jsou dílem konstruktéra Miloše Krejčíře.
|
S pozdravem a přáním příjemného čtení |
Cesty k novému automobilu
Volbě koncepce nového vozu předcházely konstrukční studie všech variant uspořádání. Byla uvažována koncepce ortodoxní s motorem vpředu a pohonem zadních kol, koncepce s předním pohonem s motorem jak běžně, tak i napříč uloženým, i koncepce s motorem vzadu, a to vzduchem i vodou chlazeným. Všechny koncepce byly pak realizovány v prototypech a podrobeny jak srovnávacím funkčním zkouškám, tak i rozborům jejich technologické náročnosti. Porovnávací funkční zkoušky ukázaly sice přednosti i nevýhody té které koncepce, rozdíly však nebyly příliš výrazné a ve všech kritériích jednoznačné. Tak se například projevily nevyhovující jízdní vlastnosti za mezních podmínek u vozů s pohonem předních kol a potíže při odstraňování hlučnosti u vozu ortodoxní koncepce.Posuzováno podle souhrnu jízdních vlastností, jevila se nejvýhodnější zvláště ve vztahu k velikosti vozu koncepce s motorem vzadu. Toto uspořádání prokázalo výhody zejména v jízdním pohodlí, a to pro výhodný a konstantní poměr rozdělení zatížení obou náprav při různém obsazení vozu. Sedadla jsou tu uprostřed mezi nápravami v místech minimálních kmitů a maximální šířky vozu.
 Foto: Škoda Auto
Foto: Škoda Auto
Ve zkouškách se ukázala vynikající stabilita vozu a možnost plného využití adhezní váhy pro přenos hnací síly i účinné brzdění. Tyto při porovnávacích zkouškách zjištěné přednosti nebyly však tak výrazné, aby samy o sobě stačily k rozhodnutí o volbě konečné koncepce. Ke konečnému rozhodnutí přispěly úvahy ekonomické. Z tohoto hlediska se totiž jevilo uspořádání s motorem vzadu jako výhodné hlavně pro možnost snadnějšího dosažení nízké hmotnosti a nízkých výrobních nákladů i pracnosti. To vše plyne z odpadnutí, resp. sloučení či zjednodušení některých funkčních skupin (odpadá spojovací hřídel, skříň spojky převodovky a rozvodovky je společná, převod hnací síly a řízení na kola je proti uspořádání s předním pohonem jednodušší, atd).
Testování prototypů
Závěrečná etapa zkoušek prototypů měla za hlavní účel ověřit poslední konstrukční úpravy po stránce funkční a zhodnotit životnost vozu v nejrůznějších provozních podmínkách na větším počtu vozů. K tomuto účelu bylo postaveno 50 prototypů, jež byly podrobeny zkouškám jak v Mladé Boleslavi, tak u dodavatelů příslušenství i řady institucí, zde především k hodnocení z hlediska běžného uživatele. Miliony kilometrů najetých celkem a statisíce kilometrů najetých jednotlivými vozy měly za účel ověřit stupeň splnění požadavků na provoz sériového vozu. V AZNP byly pak současně s několika těmito vozy konány zkoušky dlouhodobé a závěrečné zkoušky funkční k ověření provozu za extrémních klimatických podmínek. Zejména pro testy účinnosti vytápění v zimě a dokonalosti chlazení v létě byly v roce 1962 vozy zkoušeny v tuhých 30°C mrazech v moskevské oblasti a ve 45°C vedrech ázerbájdžánských pouští v SSSR. Přitom bylo ověřeno chování vozu na abnormálních stoupáních v nadmořských výškách kavkazských silnic. Kromě těchto zkoušek byl vůz podroben i zkouškám dlouhodobého trvalého zatížení na dálnicích v NDR.
 Foto: Škoda Auto
Foto: Škoda Auto
Karoserie
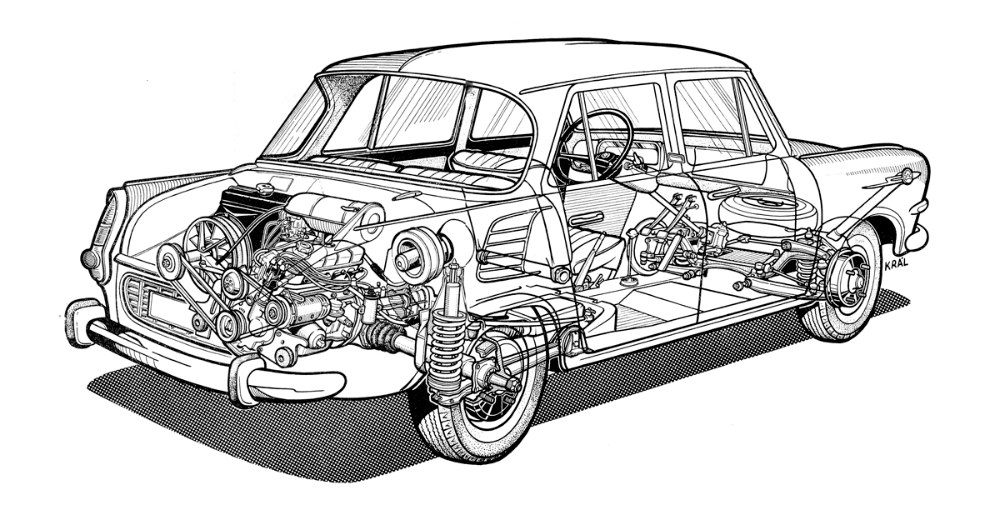
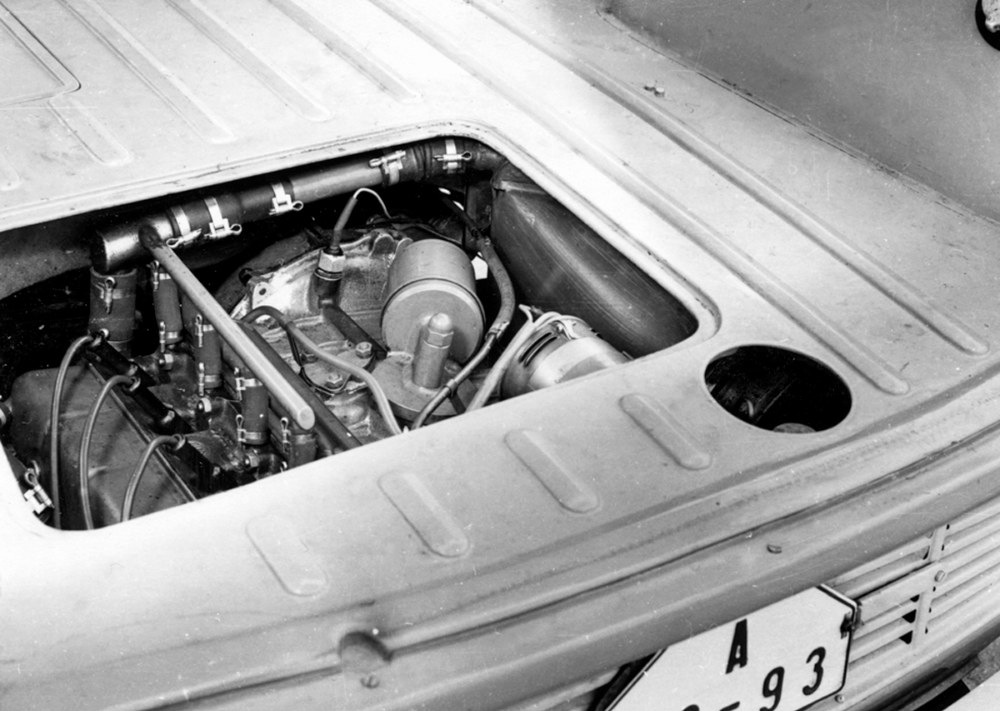
Vůz Škoda 1000 MB je osobní automobil s vodou chlazeným motorem, umístěným v zadní části vozu, s pohonem zadních kol a celokovovou karoserií. Podvozek tvoří dvě skupiny: pohonný agregát zahrnující motor, spojku, převodovku a rozvodovku se zadní nápravou, a přední náprava s řízením. Karoserie je ocelová samonosná. Základní částí je nosný skelet, ostatní části lze označit jako panely.
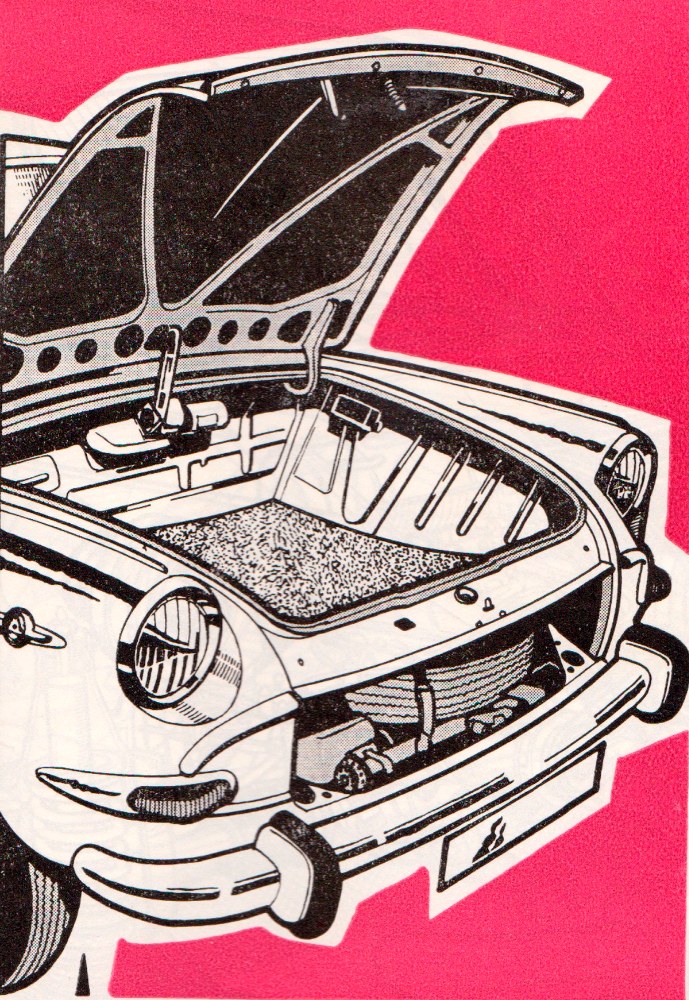
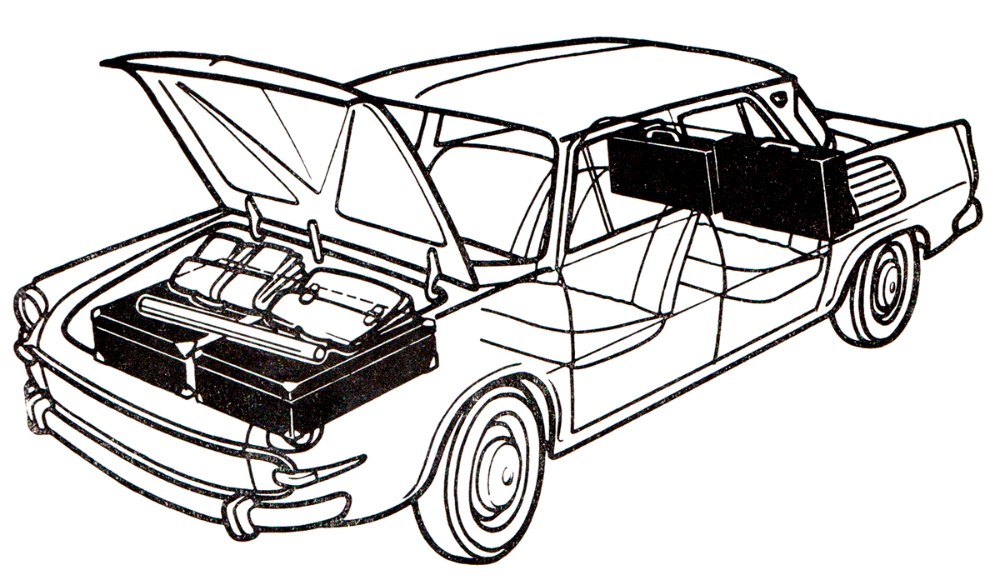
Karoserie vozu je uzavřená čtyřmístná se čtyřmi dveřmi a svařená z ocelových výlisků. Nosná část je tvořena vnitřní konstrukcí (skeletem). Všechny vnější plechy mimo střechu, která tvoří součást skeletu, jsou na nosnou konstrukci montovány šroubovým spojením. Orgány podvozku jsou zavěšeny v nosném skeletu. Přední nosná část karoserie vytváří skříň pro rezervní kolo a nářadí. Vrchní část skříně je zároveň dnem předního zavazadlového prostoru, krytého přední kapotou. Ke spodní části skříně je uchycena palivová nádrž. Skříň zásobního kola se uzavírá samostatným víkem tvořícím čelní stěnu předku vozu. Uzávěr je vázán na předchozí otevření kapoty a západka uzávěru je při uzavřené kapotě blokována kapotou. Manipulace s rezervním kolem není v tomto uspořádání vázána na přemísťování zavazadel a zavazadlový prostor není znečišťován zásobním kolem. Palivová nádrž je v přední části vozu pod skříní rezervního kola s plnicím hrdlem vyvedeným do pravého předního blatníku. Uzávěr hrdla tvoří ozdobný kruhový znak Škoda. Stav paliva ukazuje elektrický ukazatel na přístrojové desce. Kromě ukazatele je snímač stavu spojen na signalizaci, která hlásí rozsvícením kontrolního světla pokles zásoby paliva pod 5 litrů. Nádrž je chráněna proti poškození při eventuální srážce předsunutým zásobním kolem. Její zavěšení pod podlahu přední části vozu zajišťuje při havárii většího rozsahu vytékání paliva přímo na zem.
 Foto: Škoda Auto
Foto: Škoda Auto
Dveře jsou svařeny z vnějších a vnitřních ocelových plechových výlisků a jsou zavěšeny vpředu na krytých vnitřních závěsech. Otvírají se po směru jízdy vyklápěcími vnějšími klikami. Vnitřní kliky ovládají i zámek proti otevření vozu zvenčí. Dveře u řidiče jsou opatřeny vnějším zámkem. Těsnění dveří je profily z pórovité pryže.
Všechna skla jsou bezpečnostní kalená. Čelní a zadní okno je pevně zaskleno a utěsněno pryžovým profilem. Upevňovací vložka je hliníková leštěná a vyčnívá z pryžového profilu. Okna předních a zadních dveří jsou dvoudílná. Je zde hlavní okno a vyklápěcí větrací okénko. Hlavní okno v předních dveřích je spouštěcí, v zadních pevně zasklené. Tepelnou a hlukovou izolaci karoserie tvoří vrstva tlumicí hmoty a přelepy vnitřních ploch plstí nebo kalmukem a koženkou. Motorový prostor je mimo to oddělen od vnitřní stěny karoserie, tvořící zadní stěnu příručního zavazadelníku za zadními sedadly, zdvojenou stěnou s mezivrstvou vzduchu přiváděného k chlazení motoru. Celá karoserie je smaltovaná syntetickým vypalovacím smaltem, vnější povrch je několikavrstvý tmelovou mezivrstvou. Nárazníky jsou chromované ocelové výlisky, vpředu i vzadu třídílné. Spoje jednotlivých dílů jsou vázány příčníky s pryžovými vložkami.
Pracoviště řidiče
Celý vnitřní prostor je čalouněn plastickou koženkou. Loketní opěry dveří, jež slouží též jako přitahovač dveří, jsou z plastické hmoty s pružným polštářkem na horní ploše, na povrchu je opět plastická koženka. Podlahové koberce a čalounění spodní části podběhů kol jsou pryžové, vlastní podlahové koberce jsou vyjímatelné. Hrany palubní desky jsou změkčeny profily s mikropórovité pryže a polyuretanu.
.jpg "Palubní deska základního provedení vozu Škoda 1000 MB (1966)") Foto: Škoda Auto
Foto: Škoda Auto
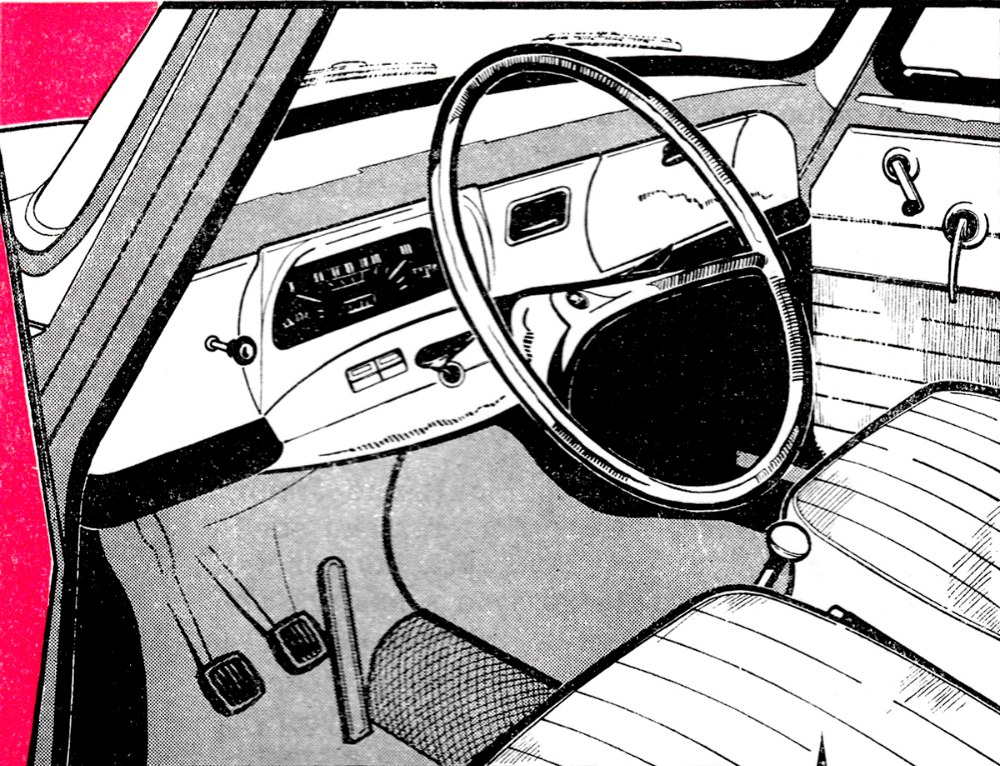
Základní výlisek palubní desky je součástí nosné části karoserie. Kapsa se uzavírá víkem, štít desky s kontrolními přístroji je odnímatelný. Je tvarově včleněn do krytu hřídele volantu, který opět tvarově navazuje na volantovou hlavu. Kryt a štít jsou výlisky z plastické hmoty. Vytváří esteticky ucelenou část vnitřního prostoru karoserie. V horní části krytu volantové hřídele jsou všechny spínače elektrických spotřebičů signalizačního zařízení. Spínače osvětlení kontrolních přístrojů, interiéru vozu, stěrače a dmychadla topení jsou kolébkové s vlisovanými znaky ovládaných spotřebičů. Ovládání světlometů, světelné a akustické houkačky a ukazatelů směru je soustředěno do vysunutých tykadlových spínačů. Ovládají se stlačováním a otáčením hřídelky spínačů. Obě páčky jsou dosažitelné prsty, aniž by bylo nutné sejmout ruku z volantu. Všechny kontrolní přístroje a světelná signalizační upozornění jsou soustředěny do jediného sdruženého přístroje ve štítu přístrojové desky přímo před řidičem. Kontrolní světla jsou obdobně jako spínače označena symbolickými znaky funkcí. Výplň přístrojové desky je smaltovaná, v její střední části je otočný popelník. Tlačítko čerpadla ostřikovače čelního skla je z levé strany vedle štítu přístrojů, spínač parkovacích světel se nachází pod palubní deskou. Na přední část střechy jsou namontovány dvě clony proti oslnění a uprostřed zpětné zrcátko.
Řízení a brzdy
Řízení je přímé se šroubem a maticí se souměrným uspořádáním řídicích tyčí. Hlavní páka s pomocnou pákou je spojena spojovací tyčí. Sestava řízení je namontována na nosníku nápravy, takže po spojení s řídicí tyčí s řídicími pákami kol tvoří s přední nápravou celek. K brzdění slouží dvě na sobě nezávislé brzdy. Nožní brzda ovládá všechna kola a zajišťovací ruční pak zadní kola. Jsou čelisťové se dvěma čelistmi uvnitř brzdových bubnů kol. Brzdové obložení je k čelistem přinýtované, brzdové bubny jsou ze speciální temperované litiny a tvoří současně i hlavy kol. Ovládání provozní brzdy je kapalinové. Hlavní válec je spolu s hlavním válcem spojky ve společném tělese s nádržkou pracovní kapaliny a tvoří s pedály montážní celek. Pedály jsou zavěšené.
 Foto: Škoda AutoMotor a spojka
Foto: Škoda AutoMotor a spojka
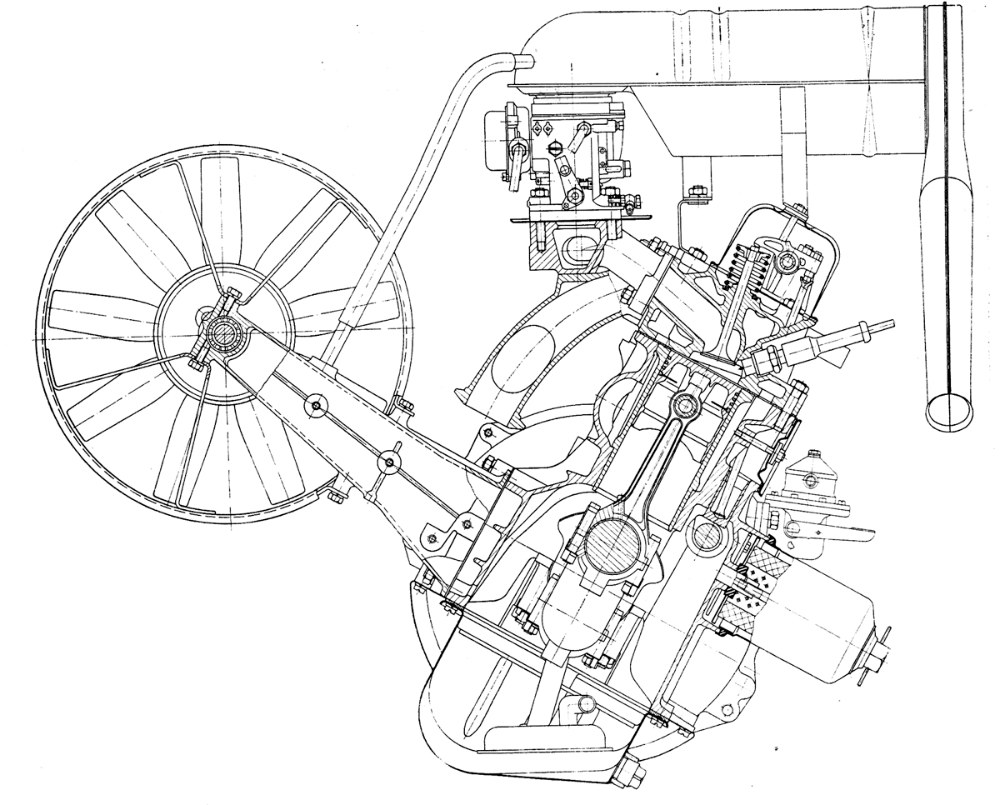
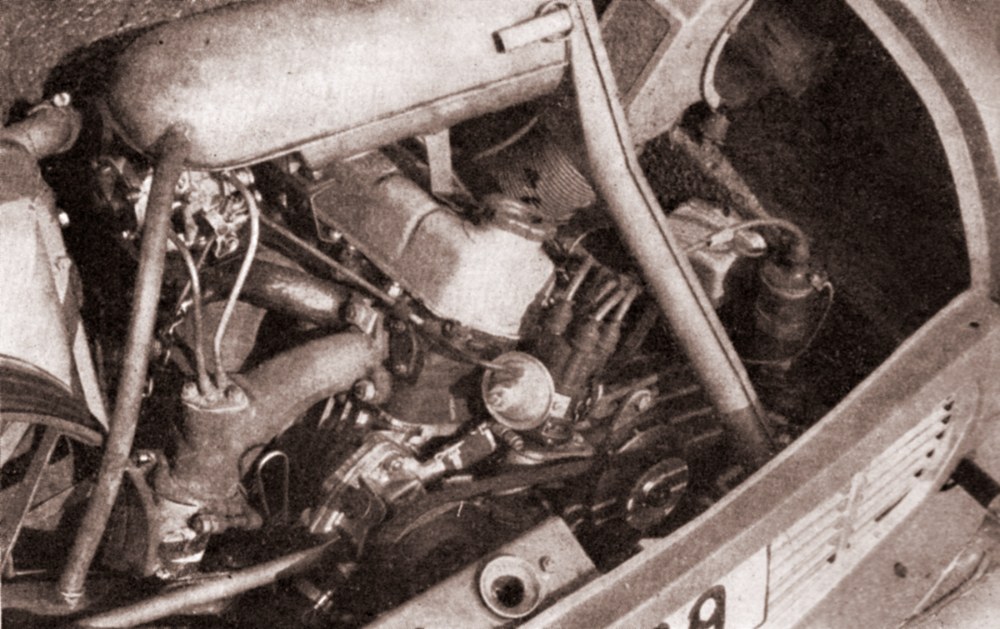
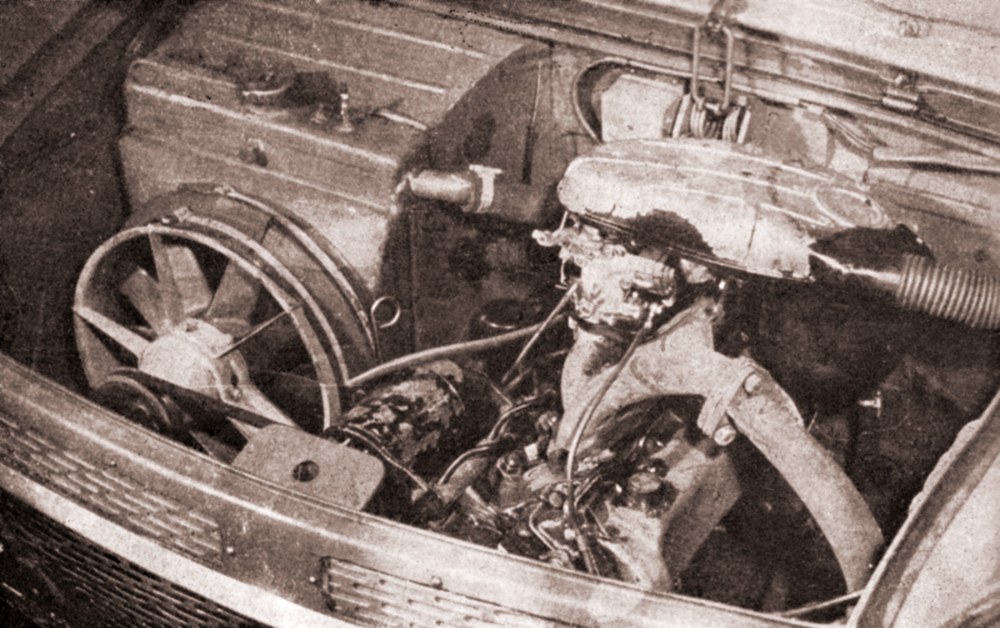
Motor je řadový čtyřválec s čtyřdobým pracovním cyklem, chlazený vodou nebo nízkotuhnoucí kapalinou, benzínový se zážehovým zapalováním, karburátorem a ventilovým rozvodem OHV. Válce jsou sešikmeny pod úhlem 30 stupňů od svislice, zapalování je bateriové. Blok motoru je tenkostěnný tlakový odlitek z hliníkové slitiny. Klikový hřídel s vyvažovacími protizávažími je v něm uložen ve třech kluzných ložiscích na tenkostěnných ocelových pánvích s výstelkou z cínoolověné kompozice.
Vložené válce jsou odlity individuálně ze speciální šedé litiny. Ojnice jsou ocelové kované. Píst je vyroben z hliníkové slitiny s rovným dnem a pláštěm opatřeným šikmým dilatačním řezem. Je opatřen dvěma těsnicími kroužky s kuželovou pracovní plochou, horní kroužek je chromovaný, a dvěma stíracími kroužky. Setrvačník je litinový, s nalisovaným ozubeným věncem pro spouštěč, ozubení je kalené. Vačkový hřídel je uložen v bloku motoru ve třech ložiscích. Pohon od klikového hřídele je dvojitým válečkovým řetězem. Víko těchto kol je tlakově stříkaný odlitek z hliníkové slitiny. Je v něm uložen pohon rozdělovače a olejového čerpadla mazání motoru. Skříň čerpadla je instalována přímo ve víku. Hlava válců s kompaktními spalovacími prostory, společná pro všechny válce, je vyrobena z šedé litiny. Ventily jsou uzavírány jednoduchou vinutou pružinou. Ovládá je vačkový hřídel prostřednictvím zdvihátek, rozvodových tyček a vahadel.
 Foto: Škoda Auto
Foto: Škoda Auto
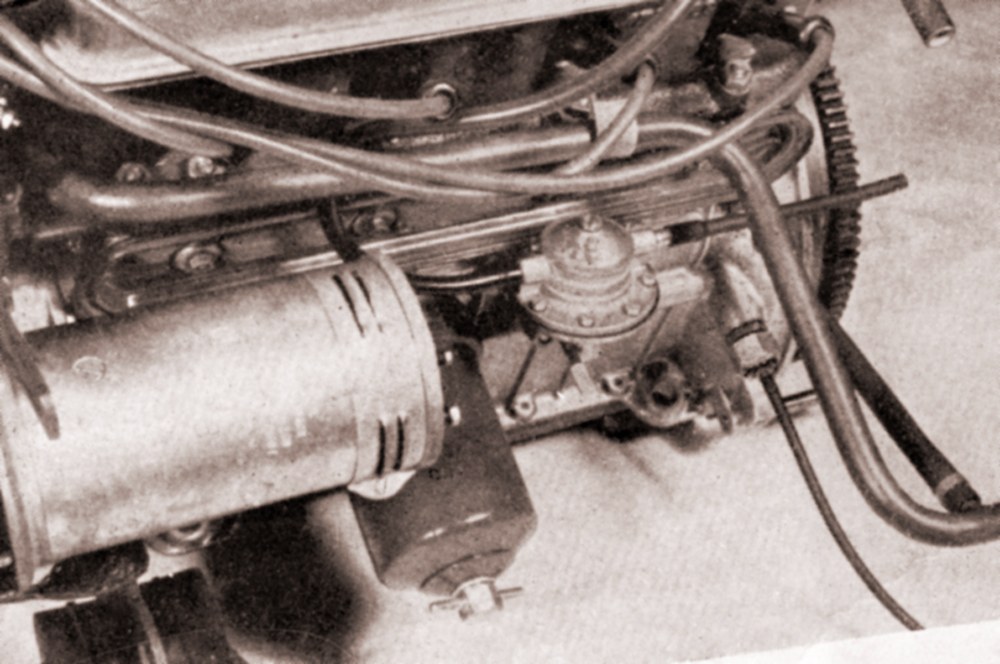
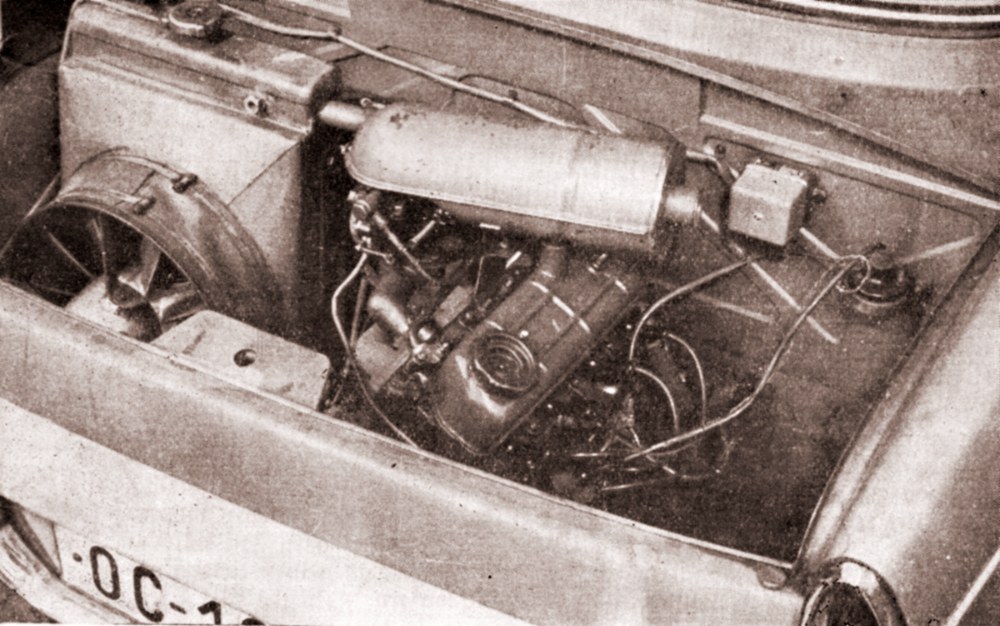
Spodní víko motoru slouží jako zásobník a svým povrchem i jako chladič mazacího oleje. Je vylisováno z ocelového plechu. Mazání motoru je tlakové s vnitřním rozvodem k ložiskům klikového a vačkového hřídele i vahadel. Stěny válců a rozvodový řetěz jsou mazány ostřikem, ostatní součásti stékajícím olejem. Čerpadlo je zubové, tlak je řízen pojistným ventilem. Čistič oleje je připojen paralelně k hlavní tlakové větvi, čisticí vložka má tvar skládané hvězdice ze speciálního filtračního papíru. Chlazení je kapalinové s nuceným oběhem, tlakově řízené termostatem škrcením obtoku kapaliny z motoru. Čerpadlo i větrák jsou poháněny od klikového hřídele klínovými řemeny. Větrák má pohon samostatným řemenem, čerpadlo má společný řemen s dynamem. Čerpadlo je instalováno v samostatné tlakově lité skříni na bloku motoru. Palivo dodává membránové čerpadlo Jikov, poháněné výstředníkem na vačkovém hřídeli. Spádový karburátor Jikov má zařízení na obohacování směsi při spouštění, řízené automaticky bimetalovou spirálou podle teploty motoru. Vzduch pro její ohřev prochází smyčkou vsunutou do výfukového potrubí.
Nasávaný vzduch se čistí v papírovém čističi obdobného provedení jako čistič oleje, umístěném ve válcovém plášti nad motorem. Bateriové zapalování se svíčkami Pal má rozdělovač poháněný šroubovými koly od vačkového hřídele. Rozdělovač má kombinovanou automatickou regulaci předstihu zážehu podle otáček motoru a podtlaku v sacím potrubí. Dynamo je upevněno na motoru, regulační spínač napětí a zapalovací cívka jsou umístěny mimo motor. Tlumič výfuku s potrubím je svařen z ocelového plechu a upevněn přímo na motoru, aby se zabránilo přenosu vibrací a hluku do karoserie.
Převodné ústrojí
Suchá jednokotoučová spojka s osinkovým obložením je umístěna u setrvačníku. Přítlačnou sílu vyvozují pružiny. Vypínací ložisko je kuličkové, převod síly od pedálů je kapalinový. Štít spojky a vypínací páčky jsou lisovány z plechu. Motor nese osvědčené znaky předcházejících konstrukcí motorů Škoda, hlavně pokud jde o použití vložených válců v hliníkovém motorovém bloku.
Převodovka má čtyři stupně vpřed a zpětný běh. Kola dopředných stupňů jsou ve stálém záběru, volí se synchronizačními i zubovými spojkami. Synchronizace je jištěná, zpětný běh se zapíná do záběru posuvným kolem. Čelní kola se šikmým ozubením jsou cementovaná a kalená, taktéž zubové spojky. Hnaná kola jsou uložena na ocelových kluzných pouzdrech, hnaný hřídel ve dvouřadém kuličkovém ložisku a válečkovém ložisku. Mazání je rozstřikovací od kol brodících se v náplni převodovky. Jištěná synchronizace zkracuje synchronizační pochod a umožňuje bezhlučné řazení rychlostních stupňů za libovolné rychlosti jízdy.
Nápravy
Zadní náprava je tvořena kyvadlovými polonápravami, kloubově spojenými s rozvodovkou. Kloub je kulový z ocelového plechu. Trubky polonáprav jsou zakončeny hrdly pro kuličková ložiska kol a nosný štít brzdového ústrojí. Hřídel kola je uložen ve výkyvném kuličkovém ložisku hrdla a poháněn klouby od diferenciálu. Suvné a brzdné síly zachycuje podélná vzpěra, spojená s karoserií pryžovým blokem. Výkyv polonáprav je omezen pryžovými dorazníky, horní je v karoserii, spodní v podvěsu polonápravy upevněném taktéž na karoserii. Polonápravy kývají podle osy procházející kulovým kloubem polonápravy a pryžovým blokem vzpěry.
 Foto: Škoda Auto
Foto: Škoda Auto
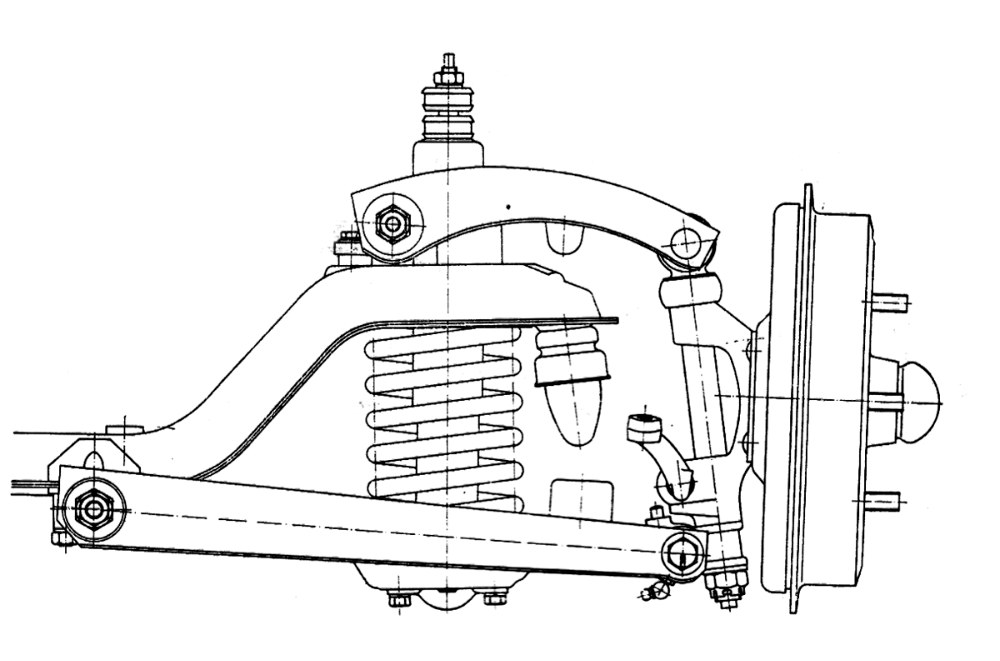
Přední náprava je tvořena výkyvnými polonápravami spojenými kloubově s nosníkem uchyceným šrouby ke karoserii a tvoří s vypružením a stabilizátorem jeden celek. Nosník náprav je lisován z ocelových plechů a svařen. Ramena nestejné délky, vytvářející takzvanou lichoběžníkovou nápravu, jsou spojena s nosníkem ložisky s pryžovými pouzdry a lisována z ocelového plechu. Kolo s rejdovým čepem je spojeno s horním ramenem polonápravy pryžovým pouzdrem a se spodním ramenem kluzným ložiskem s bronzovými pouzdry v otočné hlavici.
Továrna
Samonosná karoserie a motor vzadu. Zcela nová koncepce typu Škoda 1000 MB si vyžádala výstavbu nového výrobního závodu, jenž se tehdy zařadil mezi nejmodernější v Evropě. Tomu odpovídaly také špičkové technologie, nakoupené po celém světě. Podstatné bylo též razantní zefektivnění a zrychlení sériové výroby.
Zařízení a stroje dodávané do Mladé Boleslavi naším průmyslem představují nejdokonalejší techniku, jakou jsme dnes schopni dát závodům na hromadnou výrobu tak složitých strojů, jako jsou moderní automobily. Není tedy nadsazeno tvrzení, že v leckterém směru představuje nový závod poslední slovo světové techniky v daném oboru. Velkorysá koncepce nového závodu bude mít dalekosáhlý vliv na celý náš strojírenský průmysl, a to vliv přesahující oblast výroby motorových vozidel a výrob na ni navazujících. Výroba automobilů organizovaná na zásadách využití nejmodernější technologie se stane jakousi školou nebo správněji řečeno zkušební laboratoří, kde se ověří mnoho problémů dnes ne zcela jasných a kde se také získají zkušenosti nutné k přechodu na vyšší řád technologie i v jiných závodech.
 Foto: Škoda Auto
Foto: Škoda Auto
Nová část závodu se rozprostírá na ploše téměř 800 000 m2 v bezprostřední blízkosti starého závodu. Objekty, do nichž je soustředěna výroba, jsou jednopodlažní a rozmístěné po obou stranách páteřní komunikace. Při rekonstrukci závodu bylo vybudováno vlastní rozřazovací nádraží a závodní vlečky byly podstatně rozšířeny, takže jejich délka dosáhla 10 km. Nové silnice, vesměs s betonovým povrchem, jsou dlouhé 13 km. Při výběru zahraničních dodavatelů technologií bylo přihlíženo k referencím o funkci požadovaných zařízení v jiných automobilkách. V seznamu 134 zahraničních dodavatelů se často setkáváme s firmami, které s úspěchem zařizovaly jednotlivé úseky ve významných evropských automobilkách.
Kovárna
Železobetonová hala zápustkové kovárny o ploše 10 000 m2 má tři lodi o délce 150 m a příčnou loď určenou pro sklady a příjem tyčového materiálu. Výška haly je volena tak, aby v ní bylo možné instalovat svislé kovací stroje do tlaku 2500 až 4000 Mp. Technologické zařízení kovárny umožňuje moderní výrobu zápustkových výkovků vyhovujících specifickým potřebám automobilní výroby. Jde především o vysokou přesnost výkovku, nutnou pro jejich automatické upínání na obráběcích strojích a linkách, a malé přídavky na opracování, aby rozsah mechanického opracování byl minimální. Rotační podlouhlé výkovky jsou kovány na rotačních kovacích strojích vertikálních nebo horizontálních, dodaných firmou GFM Steyr z Rakouska. Převážná část zařízení kovárny je však československé výroby.
 Foto: Škoda Auto
Foto: Škoda Auto
Slévárna hliníkových slitin
Svým rozsahem, úrovní technologického zařízení i technologií výroby patří nová slévárna pro tlakové lití hliníkových slitin AZNP k největším a nejmodernějším slévárnám v Evropě. V této slévárně je nejprogresivnější technologií výroby hliníkových odlitků – tlakovým litím – odléváno více než 50 dílů, včetně bloku motoru a obou polovin převodových skříní. Převážná většina strojů včetně těch největších byla dodána československým závodem Vihorlat Snina. Mimo to jsou instalovány i čtyři stroje italské výroby typu M 30 od firmy Triulzi o uzavíracím tlaku 1500 Mp. Udržovací elektrické tavicí pece o obsahu 100 a 200 kg typu Jatal jsou polské výroby a velké pece o obsahu 400 kg jsou výrobky rakouské firmy Siemens.
Výroba orgánů
Výroba všech dílů pro funkční orgány automobilu, včetně jejich montáží, probíhá ve zvláštní hale mechanických dílen o celkové ploše 66 000 m2. V mechanických dílnách je instalováno téměř 2000 strojů a zařízení na mechanické opracování, tepelné zpracování, transport, montáž a zkoušení hotových orgánů. Linka na kompletní opracování bloku motoru, dodaná firmou Renault, je složena ze šesti úseků, které mohou pracovat buď samostatně, nebo v automatickém cyklu jako jeden celek. V každém úseku se nacházejí dvě až čtyři kontrolní stanice, zajišťující jak vysokou kvalitu výroby, tak minimální poruchovost zařízení. Na vysoké technické úrovni je automatická linka na kompletní opracování hlavy válců, která je výrobkem známé československé firmy ZJŠ Brno. Ozubení se vyrábí na speciálních strojích a na téměř 40 odvalovacích frézkách nového typu OFP 20, vyráběných TOS Čelákovice.
 Foto: Škoda Auto
Foto: Škoda Auto
Lisovna
Ocelová konstrukce haly umožňuje instalaci velkých karosářských lisů o celkové výšce až 13 m a vybavení těžkými jeřáby o nosnosti 40 t. V lisovně je možné ročně vyrobit 120 milionů výlisků, od nejmenších až po velké výlisky střechy vozu. Na velké výlisky je zde 12 sdružených linek, vybavených moderními typy velkých karosářských lisů o tlacích 250 až 1250 Mp, dodaných Šmeralovými závody Brno, Žďárskými strojírnami Žďár, firmami Pels z NDR a Bliss z Francie. Opracování složitých tvarů velkých karosářských raznic probíhá na velmi produktivních a přesných kopírovacích strojích, dodaných z Československa i ze zahraničí, a to firmami z NDR, NSR i USA.
Výroba karoserií
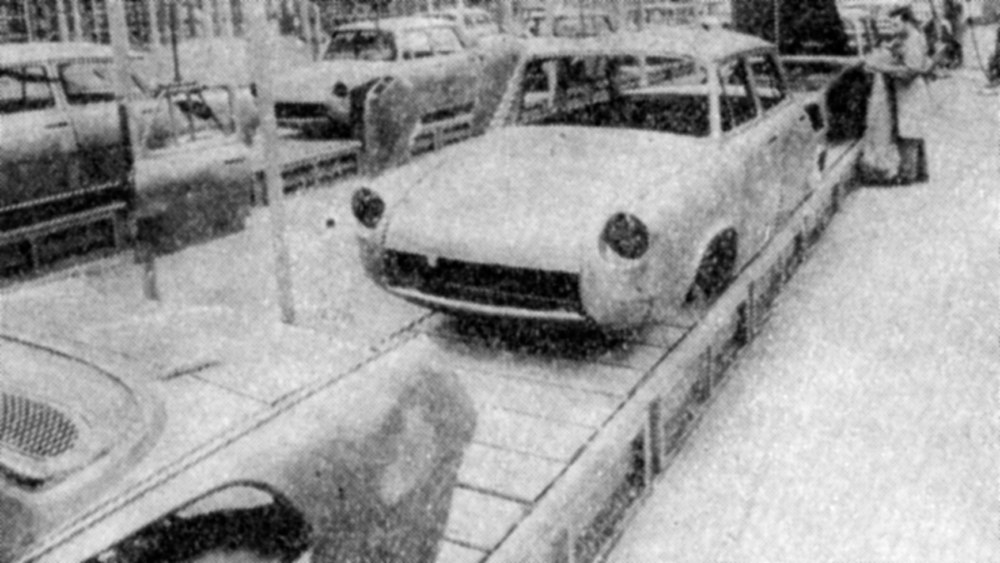
Výroba karoserií, zahrnující svařování, lakování, čalounění, montáže a expedici, je soustředěna do největší haly nového závodu, která je vybudována na ploše 75 000 m2. Ve svařovně se svařuje 550 výlisků karoserie, jež se dále opatřují lakem, anebo se jejich povrch připravuje pro navazující procesy povrchové úpravy. K sestavě karoserie je třeba téměř 8000 bodových svarů. Svařovna je vybavena 16 mnohobodovými svářečkami, rychlobodovacími svářecími stroji a speciálně konstruovanými závěsnými kleštěmi s kadencí až 150 bodů/min. Nejvyššího stupně automatizace dosahuje zařízení na svařování základních skupin karoserie. Rošt, který tvoří nosnou část karoserie, se vyrábí na automatické lince, dodané francouzskou firmou Languepin. Po smontování se hotový vůz vyzkouší na jedné ze dvou zabíhacích stanic, seřídí se světla a sbíhavost kol, přezkoušejí se brzdy. Pro funkční zkoušky na silnici je určeno pouze 10 až 15 vozů denně. 300 m dlouhá expediční rampa umožňuje rychlou nakládku celé vlakové soupravy přímo v hale karosárny.
 Foto: Škoda Auto
Foto: Škoda Auto
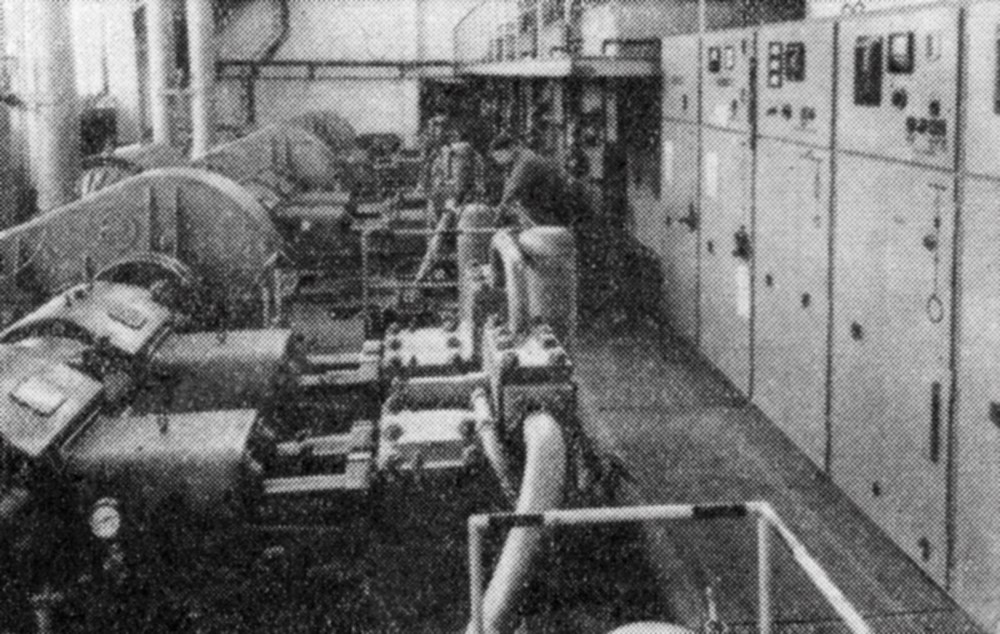
Teplárna
V kotelně jsou instalovány tři práškové kotlové jednotky soustavy Krammer o výkonu 50 t páry za hodinu, které jsou pro zátop a stabilizací provozu vybaveny přídavným vytápěním na mazut. Teplárna má zásobovat závod nejen parou k technologickým účelům, ale i horkou vodou k vytápění, a současně vyrábět elektrickou energií. Za tím účelem jsou instalována dvě turbosoustrojí, jedno protitlakové o výkonu 6 MW s regulovatelným protitlakem v rozmezí 1,2 až 2,5 atp a druhé kondenzační o výkonu 5 MW, která kryjí asi 50 % potřebného příkonu. Palivo se do závodu dopravuje samovýsypnými vagóny, jež přijíždějí na vyvýšenou kolej uprostřed uhelné skládky. Komín teplárny je vysoký 100 m a je vybaven účinným odpopílkovacím zařízením, které zabezpečuje potřebnou čistotu ovzduší.
Péče o člověka
O zdraví zaměstnanců pečuje dobře vybavená závodní poliklinika, v níž je zaměstnáno 33 osob zdravotnického personálu, včetně 15 praktických a odborných lékařů. Pro děti zaměstnaných rodičů jsou zřízeny moderně vybavené jesle a školky, kde mohou děti v pěkném prostředí a pod odborným dohledem strávit dobu, než se rodiče vrátí z pracovní směny.
Modely, modifikace, zajímavosti
Škoda 1000 MB De Luxe
Novinkou roku 1965 se stala komfortní verze De Luxe. Na první pohled je nápadná lesklá lišta na prahu karoserie. Tato lišta spolu s lesklými ozdobnými kryty disků kol a bílými boky pneumatik tvoří vnější charakteristiku nového modelu. Na levém předním blatníku přibývá zpětné zrcátko, které nenahrazuje, ale doplňuje povinné zrcátko vnitřní. Znaky na bocích předních blatníků jsou nápadnější a jsou na zlatém podkladě. Panel palubní desky je u modelu De Luxe lakován čeřínkovým lakem. Matný povrch, který tak vznikne, přispívá spolu s novým potahem plošiny nad přístrojovou deskou, zhotoveným z plastické kůže na trikotinu, a stejně provedeným potahem odkládací plošiny za opěradlem zadního sedadla k vytvoření pokojového prostředí ve voze.
Se stejným záměrem jsou ve vozech použity textilní koberce Kovral, které překrývají pryžové koberce na podlaze. Podběhy kol jsou pokryty izolací navrch prošívanou. Tmavé krycí panely rámu čelního skla a měkké panely na zadních sloupcích střechy omezují lakované plochy uvnitř karoserie. Na víčku volantu je doplněn nápis Škoda. Změnou projevující se ve vzhledu i funkci je potažení sedadel lehčenou plastickou kůží na trikotinu, která je zvláště měkká a hebká. Prostor pro zavazadla u modelu De Luxe je vyložen Kovralem. Na zadní straně clony proti slunci umístěné před sedadlem vedle řidiče je zrcátko. Cestující sedící na sedadle spolujezdce ocení také rukojeť na palubní desce. Při manévrování s vozidlem ve tmě se jistě často využije výhody zpětných světlometů.
 Foto: Škoda Auto
Foto: Škoda Auto
Hajaja
Jeden z ojetých prototypů série NOV přestavěli ve zkušebně na kombi. Aby byla podlaha zavazadlového prostoru co nejnižší, byl motor vzadu bezmála vodorovně skloněn, takže téměř „ležel“, což automobilu dalo také interní pojmenování Hajaja podle rozhlasového večerníčku. Ložná plocha po sklopení zadních sedadel pojala předměty dlouhé 1600 mm a výška střechy se nad ní směrem vzad snižovala z 650 na 550 mm. Jako problematické se jevilo zejména chlazení motoru, takže do sériové výroby se kombi nedostalo.
Škoda 1000 MBX a 1100 MBX
Světovou premiéru slavil dvoudveřový tudor Škoda 1000 MBX na ženevském autosalonu v roce 1966. Je však zajímavé, že červený prototyp se objevil již v první sadě oficiálních fotografií, pořízených koncem roku 1963, přičemž vznikal nejspíš nikoli zcela od počátku, ale jistě od raných fází vývoje sedanu. Vůz upoutal elegantní karoserií, trojúhelníkovými okénky ve sloupcích C (pro úsporu nákladů byly stejné s těmi v předních dveřích, jen otočené vzhůru nohama) a spouštěním dveřních skel vpředu i vzadu, dotvářejících za pěkného počasí mimořádně vzdušnou atmosféru. Sloupek B coby zásadní integrální součást struktury samonosné karoserie tedy zcela chyběl, což mělo za následek potíže s tuhostí skeletu. Ty se zřejmě nikdy plně vyřešit nepodařilo, a tak tudorů MBX vzniklo dohromady jen něco přes 2500 kusů, zatímco celková produkce vozů Škoda 1000 MB se do roku 1969 přiblížila číslu 450 000. Další zajímavostí modelu 1000 MBX byla zástavba „litrového“ motoru s dvojicí karburátorů, zvyšujících výkon na 38 kW (52 k), později přišla i 1100 MBX. Výroba pomalu nabíhala až od října 1966.
 Foto: Škoda Auto
Foto: Škoda Auto
Škoda 1000 MBT
Oživit zájem o „embéčko“, zejména na významných devizových trzích, měl „vylevněný“ model 1000 MBT (Tourist), vystavený na lednovém bruselském autosalonu v roce 1968.
Proti verzi Standard měl méně dekorací na karoserii, nárazníky bez svislých prvků a poklice kol lakované, nikoli chromované. Úspěch byl okamžitý: 30 % z 6800 v roce 1968 vyrobených 1000 MBT putovalo do Německa, kde se prodávaly jako Škoda Moldau, přičemž ve Francii znamenaly zhruba dvoutřetinový podíl, a ve Finsku dokonce 84 % z celkových počtů prodaných „embéček“. Podobný trik pro zlevnění základního provedení Škoda později použila ještě mnohokrát, vzpomeneme si třeba na Favorit 115 S (do výroby se nedostal), Fabii Junior s černými nárazníky a schránkou před spolujezdcem bez krytu i prodejně citelně úspěšnější Octavie Tour první, resp. druhé novodobé generace, nabízené ještě po náběhu následnických typů.
Tlakové lití
Pro jeden z nejlepších evropských „litrů“ bylo třeba toho nejlepšího vybavení. A to se podařilo! Nová část mladoboleslavské továrny, určená pro náběh produkce nového typu Škoda 1000 MB, byla postupně budována již od roku 1960 a po svém otevření se stala bezpochyby jednou z nejmodernějších automobilek v Evropě. Tehdejším představitelům AZNP se totiž podařilo přesvědčit soudruhy, aby uvolnili devizové rezervy, takže se nakupovalo jen to nejlepší, a to rovněž ze západní Evropy, ale dokonce i z USA. Ohromný přínos však znamenaly též technologie československých podniků, přičemž nesmrtelným a legendárním projektem pro „embéčko“ i mladoboleslavskou Škodu se stal metalurgický provoz s tlakovým litím hliníku. Ve třicátých letech s daným principem údajně experimentoval americký Buick, ale v Evropě se stala první automobilkou právě Škoda, jež tímto způsobem odlévala bloky motorů. Princip vynalezl pražský podnikatel Ing. Josef Polák a patentoval jej již v roce 1922, přičemž jde o stříkání hliníkové slitiny do kovové formy. Zavedením tlakového odlévání, ve srovnání s tím gravitačním do formy pískové, razantně klesla energetická náročnost a vzrostla efektivita, jakož i hygienické podmínky se staly nesrovnatelně lepšími. Díky skvělé erudici mladoboleslavských konstruktérů se podařilo navrhnout pouhých 10,5 kg vážící blok, vyžadující po odlití jen nepatrné zásahy: například veškeré otvory již byly součástí celku, takže do nich bylo třeba již pouze vyřezat závity. Prvotřídní příklad aplikace tuzemského „know-how“, jež zůstává základem respektu mladoboleslavské Česany dodnes…
 Foto: Škoda Auto
Foto: Škoda Auto
Škoda 1000 MBG a 1100 MB
Dvoukarburátorový motor z dvoudveřového modelu 1000 MBX se na sklonku roku 1966 dostal též pod kapotu sedanu, čímž vznikla Škoda 1000 MBG, vyrobená nakonec v 3287 exemplářích. Již roku následujícího ji z produkce postupně začal vytlačovat model 1100 MB s motorem s jedním karburátorem, ale převrtaným z 988 na 1107 cm3. Výkon měl stejný, avšak točivý moment nepatrně vyšší, a to při nižší kompresi, takže si vystačil s normálním benzínem. Vozů 1100 MB do roku 1969 vyrobili 22 487 kusů. Automobily Škoda 1000 MBG ani 1100 MB se od standardních variant „embéčka“ nijak nelišily, ovšem vždy se dodávaly s výbavou De Luxe.
Škoda 1000 MB Cabrio
Zvláštní postavení při vývoji typové řady 1000 MB měly dva prototypy 2+2místné verze roadster. První, postavený na podzim 1960, nesl interní označení Š 991, druhý, dokončený v říjnu 1961, měl pravostranné řízení a označení Š 990 RC. V prosinci 1962 byly práce na tomto provedení zastaveny.
 Foto: Škoda Auto
Foto: Škoda Auto
Nová doba
Škoda 1000 MB se stala legendou. Letos, tedy v roce jejího 60. výročí, se jistě setkáte s mnoha rozmanitými materiály opřenými o barvité koláže a haldy spekulací. Nicméně my jsme se vydali jinou cestou: popsat „embéčko“ hlasy dobových odborníků a na podkladu původních materiálů.
Po letech stagnace se odborným i politickým kruhům v izolaci železné opony a nekonvertibilní měny tehdy podařilo vytvořit cosi závratného: moderní automobil litrové, tedy v Evropě prodejně nejdůležitější třídy. Strojní vybavení vynikalo špičkovými indukčními pecemi Siemens, britskými elektrickými vysokozdvižnými vozíky Fenwick a formovacími stroji Colleman. Obrábění motorů probíhalo na automatické lince Renault, francouzské provenience byla též podstatná část vybavení lisovny či linka na samočinné bodové svařování samonosných karoserií. Na každý sedan připadalo 6900 bodových svarů, spojujících 665 výlisků, z nichž 435 tvořilo samotnou karoserii. Celkem se na výstavbě a vybavení mladoboleslavské automobilky podílelo více než 300 společností, z toho 134 zahraničních.
 a Ing. Bohumil Drbohlav odpovědný za konstrukci karoserie nad návrhy studia Bertone") Foto: Škoda Auto
Foto: Škoda Auto
Škoda 1000 MB dílčími a průběžnými modifikacemi nabírala na spolehlivosti a „dětské nemoci“ mizely, nicméně již v době premiéry bylo znát, že do výroby vstoupila v době, kdy tato koncepce ze středních vozů litrové kategorie rapidně mizela ve prospěch vozidel s motorem vpředu a pohonem předních kol. Vznikla řada projektů směřujících k vozu nové koncepce, a to i za spolupráce s Giugiarem a dalšími velmistry, nicméně mizérie centrálně plánované ekonomiky socialistického státu všechny dříve či později smetla ze stolu. Skutečným znovuzrozením tak byl až v 80. letech Favorit, jehož design byl dílem Nuccia Bertoneho a jehož zrození se stalo úspěchem nezměrného úsilí, píle a umu řady špičkových tuzemských „hlav“. Na konstrukci a zkouškách se mimochodem významnou měrou podílel Ing. Petr Hrdlička, syn Dr. Karla Hrdličky, ředitele mladoboleslavské automobilky ve 30. letech, a otec Dr. Martina Hrdličky, vedoucího vývoje podvozku a agregátu současné společnosti Škoda Auto.
V roce 1964 často až přelomové technologie usnadnily, zlevnily a urychlily skutečně masovou výrobu a nasměrovaly plánovitým hospodářstvím pevně označeného producenta kompaktních rodinných vozidel. Přesně před 60 lety, tedy v průběhu dubna roku 1964, nabíhala sériová produkce embéček rychlostí kolem deseti vozů denně, nicméně již na sklonku roku následujícího opouštělo mladoboleslavské linky 150 automobilů každý den. V porovnání s výrobně mnohem náročnější Octavií to bylo číslo nesrovnatelně vyšší. Ačkoli byla poptávka tuzemských zájemců i přes náročné a často i potupné požadavky pořadníků obrovská, odchází v roce 1965 44 tisíc z celkově zhotovených 63 tisíc vozů na vývoz, aby z jejich prodeje ČSSR kryla nedostatek valut.
 Foto: Škoda Auto
Foto: Škoda Auto
Škoda 1000 MB, spolu se všemi deriváty, vznikla v letech 1964 až 1969 v počtu do té doby nemyslitelných 443 141 exemplářů. Velkým „faceliftem“ z ní vzešla řada Škoda 100/110 (do roku 1977 téměř 1,1 mil. kusů) a finální modifikací pak vznikla řada známá jako Š 105/120/130, jež v době plného náběhu výroby Favoritu pokořila hranici 2 milionů expedovaných automobilů. I přes šedivý nádech tehdejší doby je třeba uznat, že embéčko se stalo vrcholem dosažitelného, a s přihlédnutím k topornému a izolovanému systému centrálně řízené ekonomiky vlastně malým zázrakem, jenž posloužil za solidní základ prosperitě továrny na další dekády.
16. dubna roku 1991 se stala Škoda akciovou společností a součástí německého koncernu Volkswagen Group. Také díky tradici špičkových vývojářů se Škoda hrdě zařadila po bok značek Volkswagen, Audi a Seat a dnes v jejích průběžně rozšiřovaných vývojových, testovacích a výrobních prostorách vznikají produkty pro VW Group v jeho celosvětových aktivitách. Na sklonku uplynulé dekády Škoda Auto převzala pro celou skupinu kompletní vývoj bubnových brzd a manuálních převodovek, k nimž postupně přibyla odpovědnost za všechny motory s nepřímým vstřikováním, dvouspojkové převodovky DQ200 i globální platformu MQB A0. Prestiž vývoje Škoda Auto nakonec loni korunovalo převzetí kompletní řady zážehových motorů EA 211, jež si v Česaně vyžádalo další razantní navýšení vysoce kvalifikovaných pracovních pozic.
 Foto: Škoda Auto
Foto: Škoda Auto
Nyní, po 60 letech, stojí Škoda Auto na prahu další etapy. Ačkoli si zachovává pevnou pozici producenta automobilů s nejmodernějšími a k okolí nejšetrnějšími spalovacími motory, je nyní její elektromobil Enyaq jedinou typovou řadou na základě platformy VW MEB vyráběnou mimo území Německa. 16. února sjel z výrobní linky v Mladé Boleslavi jubilejní plně elektrický Enyaq s pořadovým číslem 200 000. Škoda Auto se mění z automobilky na dodavatele komplexní mobility, včetně všech myslitelných služeb od multifunkčních nabíjecích karet přes instalaci domácích wallboxů až po výstavbu lokální nabíjecí infrastruktury.
|
Výroba |
|||
|
Model |
Typ |
Vznik (období) |
Vyrobeno (ks) |
|
Škoda 1000 MB |
990 (721) |
1964–1969 |
349 348 |
|
Škoda 1000 MB De Luxe |
990 (721) |
1966–1969 |
65 502 |
|
Škoda 1000 MBG De Luxe |
710 |
1966–1969 |
3287 |
|
Škoda 1000 MBX De Luxe |
990 T |
1966–1969 |
1403 |
|
Škoda 1100 MB De Luxe |
715 |
1967–1969 |
22 487 |
|
Škoda 1100 MBX De Luxe |
723 |
1967–1969 |
1114 |
|
Technické údaje |
|||
|
|
Škoda 1000 MB |
Škoda 1000 MBG + 1000 MBX |
Škoda 1100 MB |
|
Motor |
čtyřdobý zážehový, kapalinou chlazený řadový čtyřválec, OHV 2V, uložený vzadu podélně |
||
|
Vrtání x zdvih |
68 x 68 mm |
68 x 68 mm |
72 x 68 mm |
|
Zdvihový objem |
988 cm3 |
988 cm3 |
1107 cm3 |
|
Stupeň komprese |
8,3 |
9,0 |
8,5 |
|
Výkon (SAE) |
30,9 kW (42 k)/4650 min-1 |
38,2 kW (52 k)/4200 min-1 |
38,2 (52 k)/5200 min-1 |
|
Točivý moment |
68,5 N.m/3000 min-1 |
75,5 N.m/3000 min-1 |
81,4 N.m/3000 min-1 |
|
Převodné ústrojí |
v bloku s motorem; převodovka – rozvodovka – motor |
||
|
Spojka |
suchá, jednokotoučová s kapalinovým ovládáním |
||
|
Převodovka |
čtyřstupňová, plně synchronizovaná (3,80–2,12–1,41–0,96–Z 3,27); stálý převod 4,44 |
||
|
Chlazení |
s chladičem vzadu, s nuceným oběhem kapaliny a ventilátorem |
||
|
Mazání |
tlakové oběžné |
||
|
Zapalování |
akumulátorové, rozdělovač Pal-Magneton |
||
|
Karburátor |
Jikov 32 BST |
2x Jikov (32 BS + 32 BST) |
Jikov 32 BST |
|
Náprava přední |
lichoběžníková, s páry trojúhelníkových ramen |
||
|
Náprava zadní |
kyvadlová, dělená |
||
|
Pružení |
vinuté pružiny, teleskopické dvojčinné tlumiče |
||
|
Řízení |
šroubem a maticí |
||
|
Provozní brzda |
kapalinová, jednookruhová s bubny |
||
|
Zajišťovací brzda |
mechanická, ruční, na zadní kola |
||
|
Kola |
ráfky plechové lisované, pneumatiky 155-14 |
||
|
Rozvor |
2400 mm |
||
|
D/š/v |
4170/1620/1390 mm |
||
|
Rozchod |
1280/1250 mm |
||
|
Hmotnost pohotovostní |
775–820 kg |
||
|
Hmotnost celková |
1130–1195 kg |
||
|
Nejvyšší rychlost |
120 km/h |
130 km/h |
127 km/h |
|
Prům. spotřeba paliva |
7,0–8,0 l/100 km |
8,0 l/100 km |
7,9 l/100 km |
Převzato z časopisu ![]()
Fotogalerie
-6638a1ba7f3d7.jpg)





.jpg)
.jpg)





.jpg)
.jpg)



Další články o stejném modelu |
Další články o stejné značce |
Vstup do diskuze (0)






-6439289c3bc30_280x149.jpg "Honda Civic e:HEV Advance")



